

文|智駕網(wǎng) 黃華丹
汽車產(chǎn)業(yè)在過去十年間經(jīng)歷了多項(xiàng)顛覆式創(chuàng)新。
如今,在制造工藝上,特斯拉被曝實(shí)現(xiàn)了新突破,車身底部可實(shí)現(xiàn)一體式壓鑄,開發(fā)一款新車的時(shí)間縮短至18-24個(gè)月,同時(shí)造車成本也將再一次實(shí)現(xiàn)骨折式下降。
這無疑將引發(fā)電動(dòng)汽車市場(chǎng)新一輪價(jià)格戰(zhàn)。?????
根據(jù)日前路透社的報(bào)道,特斯拉在一體式壓鑄技術(shù)上迎來新的突破,可實(shí)現(xiàn)對(duì)整個(gè)復(fù)雜車身底部實(shí)現(xiàn)一體式壓鑄。
特斯拉是最早將一體式壓鑄技術(shù)用于車身件的主機(jī)廠,并已帶動(dòng)多家車企跟進(jìn)。

當(dāng)前,車底結(jié)構(gòu)從原來的數(shù)百個(gè)零部件焊接拼合進(jìn)化到由前后結(jié)構(gòu)件加上中間部分的三段式結(jié)構(gòu)已經(jīng)逐漸成為新能源車企的主流。
而特斯拉的目標(biāo),則是把這三段式結(jié)構(gòu)進(jìn)一步整合為一體化結(jié)構(gòu)。
在電動(dòng)車的技術(shù)創(chuàng)新上,特斯拉一直是全球市場(chǎng)的引領(lǐng)者。不過,這一次被曝光的的技術(shù),還帶有相當(dāng)程度的不確定性。
據(jù)路透社報(bào)道,目前特斯拉尚未決定是否要在下一代車型上使用這項(xiàng)新技術(shù)。從報(bào)道內(nèi)容來看,主要原因在于雖然整體技術(shù)實(shí)現(xiàn)突破,但真正要投入量產(chǎn)應(yīng)用還有多個(gè)問題未能解決。
不過,據(jù)稱特斯拉本月就將決定是否要在下一代車型,即馬斯克說了多年的25000美元基礎(chǔ)款車型Model 2上使用這項(xiàng)技術(shù)。
據(jù)海外博主推測(cè),如果在Model 2上使用這項(xiàng)技術(shù),應(yīng)該會(huì)在2025年或2026年在德州超級(jí)工廠實(shí)現(xiàn)量產(chǎn),墨西哥超級(jí)工廠建成后將在墨西哥生產(chǎn)。
這也將是Model 2能以25000美元的價(jià)格銷售并實(shí)現(xiàn)相當(dāng)利潤(rùn)率的保障,其帶來的效率提升也將使得馬斯克宏圖計(jì)劃第三篇章8500萬量電動(dòng)車隊(duì)成為可能。
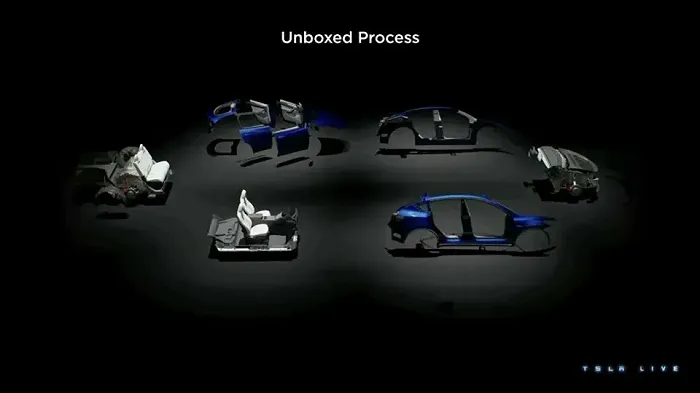
在今年三月的投資者日活動(dòng)上,馬斯克曾介紹了特斯拉對(duì)未來生產(chǎn)工藝的暢想,即Unbox。
這一工藝將車輛零部件分成6大模塊,每個(gè)模塊單獨(dú)生產(chǎn),再將其組裝成整車。通過沖壓工序組裝整個(gè)車身,車輛會(huì)像空心的箱子一樣,但特斯拉不會(huì)把車輛做成箱子,而是將箱子展開進(jìn)行組裝,因此稱為Unbox流程。
特斯拉表示,通過Unbox流程生產(chǎn)車輛,制造人員將減少40%,制造所需的空間和時(shí)間將減少30%。
而路透社的報(bào)道認(rèn)為,這項(xiàng)新技術(shù)被視為是Unbox的關(guān)鍵。
據(jù)消息人士稱,特斯拉的這項(xiàng)技術(shù)將使其能在18-24個(gè)月內(nèi)從頭開始完成一款汽車的開發(fā)。而大部分競(jìng)爭(zhēng)對(duì)手可能需要三到四年的時(shí)間。
此外,該技術(shù)的突破也將大大降低生產(chǎn)成本,不過是否如國(guó)內(nèi)其些自媒體解讀的那般可將造車成本再降一半,工廠空間減少40%則目前并沒有可信的數(shù)據(jù)支撐。??????????
但這仍然稱得上是汽車工業(yè)史上一項(xiàng)顛覆性創(chuàng)新。
01. 用3D打印和砂模解決模具成本和效率問題
不過要將整個(gè)車身底部用一體壓鑄技術(shù)來實(shí)現(xiàn),目前來看,還需要解決兩大問題。
一是如何低成本地設(shè)計(jì)并測(cè)試這個(gè)巨大且復(fù)雜部件的模具,并最終將其投入大規(guī)模生產(chǎn),其中也包括是否已經(jīng)有相應(yīng)的壓鑄機(jī)。
二是在將整個(gè)底部結(jié)構(gòu)整合為一個(gè)部件,并采用壓鑄技術(shù)進(jìn)行生產(chǎn)后,需要解決空心副車架的鑄造難題。
首先,汽車制造商一直回避鑄造大型的結(jié)構(gòu)件,因?yàn)橛脡鸿T方式來生產(chǎn)1.5平方米及以上的零件,雖然能提高效率,但成本高昂,且風(fēng)險(xiǎn)較高。
智駕網(wǎng)咨詢了一位從事鑄造行業(yè)多年的工程師,他表示,因?yàn)橐惑w壓鑄需要大型的模具,一旦開模之后,后期的設(shè)計(jì)調(diào)整就有很大的風(fēng)險(xiǎn),也就是說,除非模具能夠一次滿足設(shè)計(jì)需求,不然調(diào)整變更甚至報(bào)廢都是一筆很大的費(fèi)用。
據(jù)路透社報(bào)道稱,大型金屬模具的成本可能在150-400萬美元。而考慮到從噪音和振動(dòng)、裝配和表面處理、人體工程學(xué)和耐撞性方面對(duì)鑄件的優(yōu)化,可能需要六次甚至更多的調(diào)整才能實(shí)現(xiàn)完美的模具。
根據(jù)報(bào)道,特斯拉采用的是通過3D打印以工業(yè)型砂來鑄模的方式。
這位工程師解釋稱,3D打印主要的優(yōu)勢(shì)就在于不需要開模具,通過數(shù)模直接打印出砂芯的輪廓,然后反向澆鑄,來確認(rèn)設(shè)計(jì)方案是否滿足量產(chǎn)需求。而這個(gè)過程一般只在開發(fā)階段,一旦數(shù)模確認(rèn),后期還是需要開金屬模具進(jìn)行一體壓鑄,這樣效率更高,成本更低。
根據(jù)路透社的報(bào)道,即便需要經(jīng)過多次調(diào)整,砂型鑄造的設(shè)計(jì)驗(yàn)證過程也是成本最低的,僅為金屬模具的3%。同時(shí),使用砂型鑄造的設(shè)計(jì)驗(yàn)證周期僅需兩到三個(gè)月,而金屬模具原型則需要六個(gè)月到一年。
此外,一體壓鑄車底結(jié)構(gòu)件的工藝要求也很高。這位工程師表示,主要是鑄件尺寸越大,變形量和應(yīng)力集中的問題會(huì)更明顯,這是生產(chǎn)端的問題。而在售后問題上,是大家已經(jīng)有所認(rèn)知的成本問題,撞擊后設(shè)計(jì)維修更換的成本較高。
02.除了專屬合金,壓鑄機(jī)也需要新的
我們?cè)賮砜吹诙€(gè)問題,即如何解決鑄造空心副車架的問題。
副車架可被視為是前后車橋的骨架,是前后車橋的組成部分,用于支承前后車橋、懸掛的支架,使車橋、懸掛通過它再與“正車架”相連,習(xí)慣上稱為“副架”。副架的作用是阻隔振動(dòng)和噪聲,減少其直接進(jìn)入車廂。

通常副車架都被設(shè)計(jì)為空心,以減輕重量并提高耐撞性。目前,副車架是通過將多個(gè)部件沖壓和焊接在一起制成的,可在中間留出空隙。
而采用一體式壓鑄后,特斯拉計(jì)劃將實(shí)心的砂芯放置在整個(gè)模具內(nèi),等鑄造完成后再去掉砂芯以實(shí)現(xiàn)空心設(shè)計(jì)。
但這個(gè)過程中仍然有需要解決的問題。
首先,由于生產(chǎn)鑄件的鋁合金在砂模和金屬模中的表現(xiàn)不同,可能無法滿足特斯拉對(duì)耐撞性和其他屬性的要求。
特斯拉的解決方案是通過配制特殊合金、微調(diào)熔融合金冷卻過程以及生產(chǎn)后熱處理的辦法克服這個(gè)問題。據(jù)海外博主報(bào)道,為了配制適用的合金,有來自SpaceX的金屬專家參與了研發(fā),此外可能也包括來自中國(guó)特斯拉超級(jí)工廠的工程師。
據(jù)報(bào)道,目前合金問題已經(jīng)解決,一旦原型模具調(diào)整完成,即可用于制造最終的金屬模具。
但要實(shí)現(xiàn)壓鑄如此大型的車身部件,特斯拉還需要更大的壓鑄機(jī)。目前特斯拉用于Model Y車身件的一體壓鑄機(jī)是鎖模力為6000噸級(jí)別的壓鑄機(jī)。而其擁有的鎖模力最大的機(jī)器是專為生產(chǎn)Cybertruck打造的9000噸級(jí)別壓鑄機(jī),來自長(zhǎng)期為特斯拉供貨的IDRA集團(tuán)。
IDRA作為意大利老牌高壓壓鑄設(shè)備企業(yè),于2008年被力勁集團(tuán)收購。2022年9月,力勁集團(tuán)與鴻圖科技共同發(fā)布了12000噸壓鑄機(jī),據(jù)稱是目前市場(chǎng)上鎖模力最大的壓鑄機(jī)。
而要實(shí)現(xiàn)整個(gè)車身底部一體式壓鑄,據(jù)測(cè)算,需要鎖模力達(dá)16000噸的機(jī)器。
這將進(jìn)一步拉高成本,同時(shí),由于體型巨大,可能需要更大的廠房。
上述鑄造業(yè)工程師對(duì)智駕網(wǎng)表示,目前前后分體的壓鑄件用現(xiàn)有的壓鑄機(jī)就能滿足,但壓鑄面積越大,對(duì)鎖模力的要求則越高,如果前后一體壓鑄,涉及的鑄件面積達(dá)到6平米甚至更大,鎖模力需要達(dá)到16000噸的級(jí)別。
而這同時(shí)又會(huì)催生另一個(gè)問題,即高鎖模力的壓鑄機(jī)無法容納制造空心副車架所需的3D打印砂芯。
據(jù)報(bào)道,特斯拉可以通過使用不同類型的壓鑄機(jī)來解決這些問題,這種壓鑄機(jī)可以將熔融合金緩慢注入,雖然所需時(shí)間較長(zhǎng),但能生產(chǎn)出更高質(zhì)量的鑄件,并且可以容納砂芯。
不過,似乎目前特斯拉還沒有確定是選擇高壓壓鑄來提高生產(chǎn)率,還是選擇緩慢的合金注入方式來提高質(zhì)量和多功能性。
智駕網(wǎng)咨詢的鑄造業(yè)工程師介紹稱,目前中空副車架都是帶砂芯低壓或重力澆鑄的。高壓壓鑄滿足不了中空的要求,主要涉及砂芯的強(qiáng)度和潰散性,這是一對(duì)矛盾的需求。但國(guó)外也在嘗試新的工藝,例如鹽芯,即用鹽類粘結(jié)的砂芯,由于鹽類溶解于水,在高壓壓鑄后可以通過水泡來去除內(nèi)部的砂芯。報(bào)道中指的壓鑄機(jī)將熔融金屬注入應(yīng)該是目前主流的低壓金屬模工藝。高壓的優(yōu)勢(shì)明顯,但技術(shù)仍需突破。
03.降低成本、提高效率推動(dòng)一體式壓鑄普及
雖然還有很多問題需要解決,但技術(shù)的突破依然值得期待。
有海外博主表示,汽車工業(yè)在此前的五十年間都沒有發(fā)生大的變革,近十年則發(fā)生了翻天覆地的變化。從動(dòng)力系統(tǒng)的顛覆,到車輛智能化快速發(fā)展甚至改變了車輛自身的定義。如今,特斯拉在一體式壓鑄技術(shù)上的進(jìn)一步發(fā)展,或許也將徹底改變車輛的制造方式。
Model 2作為特斯拉的基礎(chǔ)款車型,車身底部簡(jiǎn)單,被視為更適合用來做底部一體式壓鑄的嘗試。此外,據(jù)稱,這項(xiàng)技術(shù)也被計(jì)劃用于生產(chǎn)未來的Robotaxi。
自從特斯拉率先將一體壓鑄技術(shù)用于車身結(jié)構(gòu)件后,已有多家車企跟隨采用了這種技術(shù)。據(jù)不完全統(tǒng)計(jì),包括蔚來、高合、小鵬、沃爾沃等車企均在研發(fā)一體式壓鑄技術(shù)。
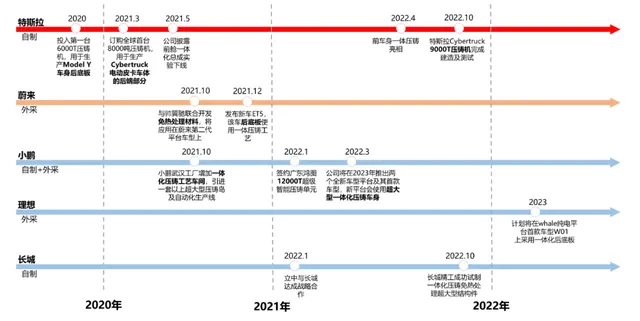
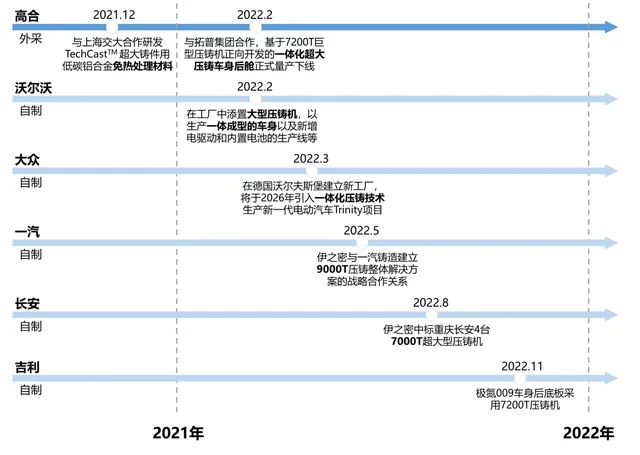
圖片來源:民生證券研究院。
日前,豐田也對(duì)外公開了其一體化壓鑄技術(shù),僅需三分鐘,便可完成三分之一車身的一體成型。
據(jù)稱,豐田預(yù)定于2026年投放市場(chǎng)的純電動(dòng)汽車將采用該技術(shù),將車身分為前部、中間、后部3個(gè)部分,后部和前部將采用一體化壓鑄技術(shù)來成型。預(yù)計(jì)車身前部的生產(chǎn)過程將從91個(gè)零部件、51道工序減少到1個(gè)零部件、1道工序。
而通過引入一體化壓鑄等新技術(shù)進(jìn)行生產(chǎn)變革,豐田也期望能將組裝工序和投資等減少一半,并實(shí)現(xiàn)至2030年銷售350萬輛純電動(dòng)汽車的目標(biāo)。
而特斯拉Model Y在采用一體式壓鑄技術(shù)后,其后車身制造時(shí)間可從1~2小時(shí)縮短至60~120秒,也就是1-2分鐘,Model Y成本則可降低約40%,整車重量降低10%。
而國(guó)內(nèi)的極氪則表示使用了7200噸位的壓鑄機(jī),是國(guó)內(nèi)量產(chǎn)最大噸位。極氪009也因此成為首搭全球量產(chǎn)最大一體式壓鑄后端鋁車身的車型。
不過,在特斯拉使用其最新的9000噸位壓鑄機(jī)生產(chǎn)Cybertruck鑄件后,此項(xiàng)排名又將發(fā)生轉(zhuǎn)變。而特斯拉的此次技術(shù)突破如果成真,可以說,整個(gè)造車工藝又將迎來一次大的變革。

不過,極氪的一體壓鑄技術(shù)也是可以記上一筆的。??
極氪009的后端鋁車身長(zhǎng)1米,寬1.6米,體積大于特斯拉Model Y后端車身。
使用該技術(shù)使得極氪009消除了近800個(gè)焊接點(diǎn),零部件數(shù)量減少了80多個(gè),重量減輕了16%。在整車重量減輕的同時(shí),極氪還消除了各種零件焊接時(shí)潛在的失效率,使車身更安全。據(jù)極氪公布數(shù)據(jù)稱,一體式壓鑄車身幫助其尾部變形量減少16%,彎曲剛度提升11%,扭轉(zhuǎn)剛度提升9.5%可達(dá)36450N·m/deg。
也就是說,除了成本、效率以及輕量化的優(yōu)勢(shì)外,一體式壓鑄車身對(duì)于車身剛度的提升也很明顯。
而另一方面,隨著越來越多車企跟進(jìn)應(yīng)用這一技術(shù),當(dāng)然也推動(dòng)了一體式壓鑄技術(shù)的多方面進(jìn)步,并刺激壓鑄機(jī)廠生產(chǎn)出更適應(yīng)車企需求的產(chǎn)品。
特斯拉在制造工藝上的探索,為更便宜的電動(dòng)汽車進(jìn)入市場(chǎng)埋下了伏筆。
一個(gè)更讓傳統(tǒng)車企不安的現(xiàn)實(shí)是,汽車,或者說智能電動(dòng)汽車越來越便宜是一個(gè)不可逆的趨勢(shì)。???
在更便宜的電動(dòng)汽車平臺(tái)實(shí)現(xiàn)更高配的智能技術(shù)也是一個(gè)不可逆的趨勢(shì)。????
這也是我們?cè)诙鄠€(gè)場(chǎng)合強(qiáng)調(diào)的,傳統(tǒng)的豪華品牌將逐漸消亡,新汽車的分類將以高端、中端等數(shù)字化水平來決定其未來的市場(chǎng)定位。